| View previous topic :: View next topic |
| Author |
Message |
RobL
Newbie
Joined: 19 Jun 2013
Posts: 24
Location: Indiana
|
 Posted: Sun Sep 28, 2014 1:19 pm Post subject: Plastic to Platen seal? Posted: Sun Sep 28, 2014 1:19 pm Post subject: Plastic to Platen seal? |
 |
|
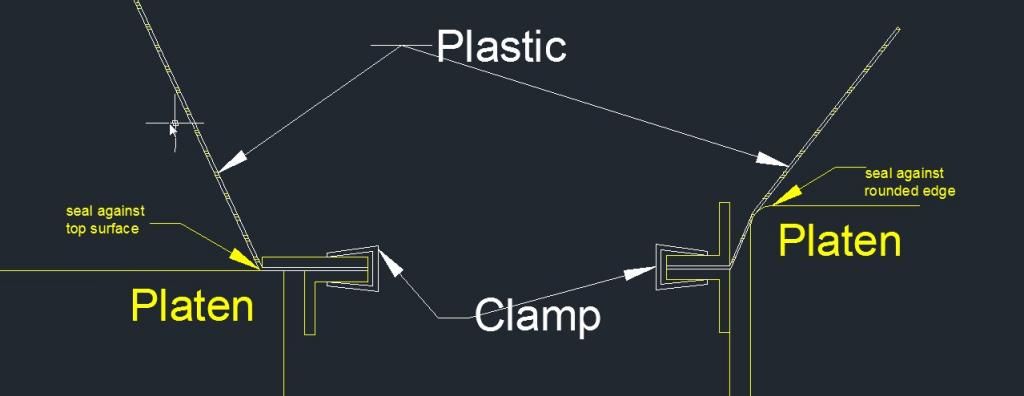
From what I can tell, most vacuum form machines use the edge of the platen to seal the plastic, is it feasible to seal against the top surface of a platen vs. breaking over the founded corner/edge? The pic below shows sealing against the top surface on the left and the typical sealing on the right.
I'm using Doug's protoform plans/heater for my new build and am working on platen size/sheet size scenario's.
Thanks guys!
Rob
 [/img] [/img]
_________________
generalleerc.com
I love the internet....helping the ignorant and uneducated like myself get a little less dumb, one post at a time.... |
|
| Back to top |
|
 |
jdougn
Guru
Joined: 18 Mar 2009
Posts: 714
Location: Louisville KY area
|
| Posted: Sun Sep 28, 2014 8:40 pm Post subject: |
|
|
Hey Rob, I'm in southern Indiana just across the river from Louisville KY.
Nice diagrams for the platen ideas. I've found that for the ABS plastic that I use sealing against a slightly rounded corner works fine. I tried using the clamping system to seal against the platen but couldn't get it to be consistent enough. Is there a particular problem you're working with?
HTH, DougN
_________________
DougN - Just in case you're wondering, I got my "rating" legitimately... by posting aimless drivel, useless advice, and pointless questions. |
|
| Back to top |
|
|
RobL
Newbie
Joined: 19 Jun 2013
Posts: 24
Location: Indiana
|
| Posted: Mon Sep 29, 2014 7:56 am Post subject: |
|
|
Hi Doug,
No, there isn't a problem other than being able to shrink my platen/sheet size. I was checking some dangle angles against the general specs in the protoform plans for my mold height/width vs usable platen area and came to the conclusion that I need to increase my platen width. By doing so, it slightly bumps my sheet cost, not a whole lot, but it just got me wondering about alternative "sealing" methods.
Southern Indiana..beautiful country down there, some great roads to cruise on (been down there a handful of times for work, etc.)
_________________
generalleerc.com
I love the internet....helping the ignorant and uneducated like myself get a little less dumb, one post at a time.... |
|
| Back to top |
|
|
kayaker43
Expert
Joined: 13 Jun 2007
Posts: 175
|
| Posted: Sun Oct 12, 2014 7:06 pm Post subject: |
|
|
The largest obstacle to good sealing is the fact that the plastic is not always soft near the clamp frame and especially in the corners. That's why the Proto-Form has very large raduis corners as seen from the top view. This avoids trying to jam a square corner into the stiff plastic. probe around with your fingers the next time you heat a sheet and you'll see.
The round perimeter corners are just the least fussy method I've found and the seal is always perfect. It avoids the stiff area next to the frame and in the corners. Sealing to the top would require a high precision fit with uniform clamping force which is unlikely. You can use foam rubber gaskets but they are very short lived and prone to leaking at the joints.
_________________
Doug Walsh
www.build-stuff.com
Hobby-Vac and Proto-Form machine plans
Also other plans books and videos for people who like to build things |
|
| Back to top |
|
|
spektr
Master
Joined: 07 Jan 2008
Posts: 425
|
| Posted: Sat Oct 25, 2014 10:55 pm Post subject: |
|
|
| I use 90 degree hard cutoffs, but then again I don't use platens... I use mold bases and sheet carriers sized to the tool. The main thing to do is to make sure you get solid cutoff. It might be round corners, it might even take a follower to positively push the plastic into cutoff. positive or oml tools are less forgiving than negative or iml tooling... I've even had to resort to expendable weatherstripping sometimes..... |
|
| Back to top |
|
|
|