 |
www.TK560.com
Vacuum Forming, Movie Prop, Sci-fi and GIjOE Forum
|

|





|
| View previous topic :: View next topic |
| Author |
Message |
inventer
Novice
Joined: 22 Apr 2008
Posts: 55
|
 Posted: Thu Sep 11, 2008 12:34 am Post subject: big time webbing, help Posted: Thu Sep 11, 2008 12:34 am Post subject: big time webbing, help |
 |
|
Hi guys, been away, works been really busy. I need help if you guys could offer me some. Here's a video I made, sorry, sound don't work for some reason,
http://smg.photobucket.com/albums/v81/vanner40/webbing%20video/?action=view¤t=IMAG0005.flv
I'm doing a large pull with .015 PETG, I'm getting serious webbing on my corners, tryed raising it up, put tappered corners on it like you suggested for allhill for his mini mac covers, did'nt work either. Still useing the shop vac system, no pump yet. My mold is 2' wide, 10' deep at bottom, to 7" at top, 11" high, molds raised 1/2' off table, all suckshin holes inside the mold. I've done 20 varyations so far and every pull has corner webbing, I'm ready to throw in the towel, open for ANY suggestions at this point. Allhill, in your post where you built the tappered corners on your base, you never followed up on how you stopped your webbing, any insight ? I have over two grand into this now and ready to quit, I need HELP, thanks guys, Tony |
|
| Back to top |
|
 |
CrazyFool
Expert

Joined: 07 May 2008
Posts: 203
|
| Posted: Thu Sep 11, 2008 1:34 am Post subject: |
|
|
I'm still new at this but, you might have better luck with a raisable platen that pushes your form up into the still-heating plastic slowly, and leave it there for a bit while the plastic is under direct heat. This seems to be the method that some of the super expensive thermal forming (vacuforming) machines use to make deep pulls like truck bed liners and hot tubs. Either that or push on and upgrade to a vacuum pump system like crashmann's. He has done some deep pulls successfully.
Just my two cents. Maybe someone here has better ideas. Good luck buddy. Hang in there. There's a solution somewhere.
"Who Dares Wins"
CF |
|
| Back to top |
|
|
jegner
Site Admin

Joined: 30 May 2003
Posts: 2144
Location: Texas, USA
|
| Posted: Thu Sep 11, 2008 5:56 am Post subject: |
|
|
| The biggest issue I see is the sides do not have any gradual taper to it. They go straight up. They should go an an angle of 5 or 10 degrees from the base. This will reduce the webbing. Unless you need the sides of the mold that exact contour. |
|
| Back to top |
|
|
ANH trooper
Master

Joined: 20 Oct 2005
Posts: 305
Location: UK
|
| Posted: Thu Sep 11, 2008 10:18 am Post subject: |
|
|
I see two problems that are causing webbing....mould shape and vacuum speed.
You need to add more taper to bottoms of your moulds. I would make the bottom flare out as wide as the platen to take up any slack in the plastic. It looks like you have lots of sag too. I have never formed PETG so I cannot really comment, but that does look like a heck of a lot of sag to me.
The other problem is the plastic is getting sucked over the mould too fast. This is a problem with a vacuum cleaner as you cannot adjust the flow, unless to plumb in a valve to the system which will allow you to be able to control the flow of vacuum.
If you can take a photo of your mould and tell me the size of your platen, I'll draw out a design for your mould that should help  |
|
| Back to top |
|
|
inventer
Novice
Joined: 22 Apr 2008
Posts: 55
|
| Posted: Thu Sep 11, 2008 1:41 pm Post subject: thank you guys |
|
|
| I know you guys use heavy plastic, but any suggestions are of great help. I try doing pulls with my smaller machine before making it bigger because the sides got so thin from heating and pulling it sucked right thru. So I made it bigger with more plastic for the sides, now I have what I want, the whole plastic liner, top, sides, back, front are perfect, except for the corner webbing. I've thought alot about making a platton that raises, but hav'nt figured out any way to do it yet. I can take pictures, sketch out vac unit with measurments and try making another pull video (with other camera). You guys are great, thats how people learn from their missteaks, from talking with guys like you guys that figured this stuff out. I'll get the stuff posted by this weekend, thanks guys, Tony |
|
| Back to top |
|
|
ANH trooper
Master
Joined: 20 Oct 2005
Posts: 305
Location: UK
|
| Posted: Thu Sep 11, 2008 3:38 pm Post subject: |
|
|
There is another way the would get rid of the webbing altogether, and that would be to make a negative mould (if that is an option?) The plastic would be sucked into the mould and the wouldn't fold over on itself causing webbing.
If you could try applying vacuum slowly and give the plastic a chance to stretch over the mould slowly and more even, this would really help I think. If the vacuum is applied instantly, the plastic just pulls down fast and doesn't have a chance to stretch over the mould and just creases and folds over itself.
Sometimes moulds have to be a lot bigger than they need to be, just to get a perfect pull with lots of flashing that gets wasted. There is nothing more frustrating than wasting a full sheet of plastic just because of a small amount of webbing  |
|
| Back to top |
|
|
ahillworks
Master

Joined: 18 Nov 2007
Posts: 308
Location: Orlando FL
|
| Posted: Thu Sep 11, 2008 5:26 pm Post subject: |
|
|
WOOOOOW I finally got to see the video. WAYYYYYYYYY to much sag! Thats the first issue. I have worked with PETG and to be honest you do not need sag. It requires Timing on this one man. It took me a few trys to get it right. My suggestions. They are only suggestions! First get a temp gauge if you do not have one. I got a digital one from walmart that pokes into the meat like turkey and then has a wire to the gauge. It rocks. I ran the temp gauge in the middle of the oven on a mesh wire that keeps you from putting your hand in the oven. I timed my pulls by temp. I was using .020 PETG and when I raised it the gauge read about 250 degrees f. I let it sit there till about 280 to 290 this is when it got soft but barley and I mean Barley gets a sag. I then drop it down when the pump is running. Now it may be differ for you since its thinner than mine but I preach on this PETG it does not need sag. PETG when it is pulled on somthing it Streches its the coolest thing I have every seen lol. When it sags the plastic will thin out when pulling over your mold and will cause major webbing. Second thing. Give us a piture of your mold or take mine for example. I made a base below the mold that flairs out to prevent webbing this method works great. That will help to.
If you give up you have learned nothing in my book. This hobby takes time to get it right. It took me 30 times before I got it right. And still learn because each thing is different.
Just take your time and do trial and error it may take you a few trys - days - months to get it right. But you will get it.
Also your using a vacuum so it sucks at a fast rate. So you may or may not need to put a lever to control how much air flow is sucked. I have my lever closed about 1/4 an inch because the cfm pump I have is that stronge.
Let us knwo what you need I will try to keep up as much as possiable. |
|
| Back to top |
|
|
spektr
Master
Joined: 07 Jan 2008
Posts: 425
|
| Posted: Fri Sep 12, 2008 9:29 am Post subject: |
|
|
Wow, there are a few things going on here.
1) I see only 1 vacuum path, under the mold. Once you seal off the plastic around the tool, you cant evacuate the mold above the first flange to kill the webbing. Add a bunch of #60 holes every 1/4 ingh around the tool anywhere you have a break in the cross section, also drill #60's into all the bas-relief depressions to get them to pull.
2) The plastic was too hot. If you do not have a tight plastic membrane before you are pull vacuum you are doomed. Vacuum forming works by stretching plastic around stuff. If you have so much "sag" in the plastic that the membrane is "loose" it will not be stretched as you apply vacuum. Webbing is gauranteed because you cant make the plastic "shorten itself". Think for a minute about what a web is, it is plastic without a place to go. 2 causes, too much prestretch, or cutoff vacuum sources. whip out the #60 to add vac paths and cut down on prestretch. Aniother trick is to add a bump outside the part envelope to "use" plastic so the corners tighten. Add a half a baseball on the 4 corners of the mold to thghten things up..
3) this is an example if maybe having the wrong mold/platen combo. I bet placing a 3 inch tall frame around the platen to space the "seperation plane" up will result in less prestretch of the material across the tool top and tighten the pull ad the base seals. make sure you have a lot ov vac paths under the tool.....
Scott
www.spektrproducts.com |
|
| Back to top |
|
|
inventer
Novice
Joined: 22 Apr 2008
Posts: 55
|
| Posted: Sat Sep 13, 2008 1:35 am Post subject: measurments-mold |
|
|
OK, bear with me here on this, flunked typing class in school pic's 47 & 48 are the frame size for plastic, 49 &50, same, frame size for plastic. 51 & 52 height of mold, 53 & 54 mold size, 55 is 14". 59 mold height again. 60 & 61 tappered corners on mold. 64 & 65 are the extra plastic from mold to frame, sides are the same measurments, mold to frame. 67 is the height from oven to table, 3'. 68 69 70 & 71 are good pulls made 30 pulls ago, sides are tissue paper thin, no good, but length wise and bottom of liner are perfect, don't remember how the pulls were made, but no webbing. Now, you guys think the vac is pulling to fast, I can un-hook one of the vacs for maybe slower pulling ? You have to remember, since I'm useing a thin plastic, I only have about 6 seconds before plastic cools and won't pull. Pics 2 3 & 4 are the amount of holes on table for pulling, I only used the 6 larger holes for pulls, did'nt pull fast enough, plastic hardened before pull was complete, so I added all the little holes, now it pulls fast, but get the webbing. Thinking ? should I do away with the little holes inside the mold area and add holes around the outside of mold, maybe, maybe stop the webbing if it pulls from outside area of the mold ? As I said, it's getting costly, I've wasted around $200.00 worth of plastic so far, on a good note, I have another 200 ft roll, but I really don't want to waste that roll with bad pulls. Sagging, you pointed out it looked like I left it sag to much, sagging with a timer, I left it sag half that which was 30 seconds on the timer, was not hot enough to pull fully down on mold, 45 seconds was better, but did'nt get the lip I wanted, so liner did'nt set in paint pan fully, was raised up from bottom of pan by one quarter of an inch. One minute of sagging as in video does a full pull with webbing. Pics 1-a thru 5-a are the paint pan I'm trying to make liners to fit into, may help give you ideas. With more of your suggestions I might just get this right and do some good pulls this weekend yet, my last several weekends have been very dissapointing and costly, thats why I said about giving up, I'm running out of money  Thank you guys, you have all been real encourageing and supportive so far. I'll be on here all weekend watching for ideas, Tony PS, hope you can follow and understand this post. Thank you guys, you have all been real encourageing and supportive so far. I'll be on here all weekend watching for ideas, Tony PS, hope you can follow and understand this post. |
|
| Back to top |
|
|
inventer
Novice
Joined: 22 Apr 2008
Posts: 55
|
|
| Back to top |
|
|
CrazyFool
Expert
Joined: 07 May 2008
Posts: 203
|
| Posted: Sat Sep 13, 2008 6:07 am Post subject: |
|
|
spektr should be upgraded to Uber-Expert. Check out his website. He's a stone cold pro. Looking forward to some photos from you man, but it's understood if you cannot give away too many trade secrets.
CF |
|
| Back to top |
|
|
ANH trooper
Master
Joined: 20 Oct 2005
Posts: 305
Location: UK
|
| Posted: Sat Sep 13, 2008 7:38 am Post subject: |
|
|
Here's what I would do to the mould.
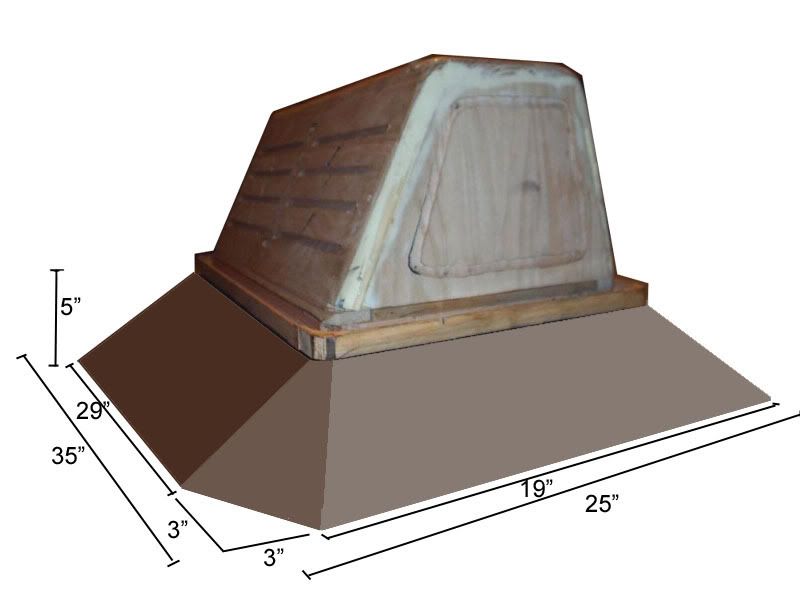
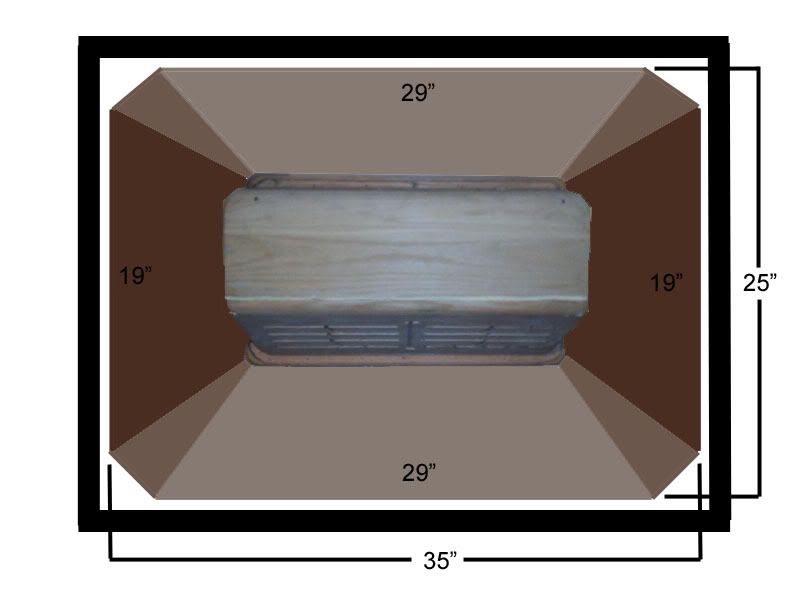
The main problem is that the plastic has sagged too far and has nowhere to go except fold over on itself. By raising the mould about 5" higher and adding the tapered base, it should help the hot plastic cling to it and not cause webbing. The angled corners should help by attracting the plastic to it and avoid a hard egde which can cause webbing. the angled corners may need to be rounded off, but try it as it if first. You might want to add a series of vent holes at the top of the tapered base to help get a good pull.
In my experience with ABS, if it is sucked down too fast it can cause webbing on tricky moulds but this can be rectified with a slow application of vacuum. The slow vacuum gives the plastic a chance to stretch more evenly rather than a quick blast which can give varied results. |
|
| Back to top |
|
|
CrazyFool
Expert
Joined: 07 May 2008
Posts: 203
|
| Posted: Sat Sep 13, 2008 9:18 am Post subject: |
|
|
| Wow. Nice trooper. |
|
| Back to top |
|
|
inventer
Novice
Joined: 22 Apr 2008
Posts: 55
|
| Posted: Sat Sep 13, 2008 10:21 am Post subject: get started right away |
|
|
| Thanks Trooper, I'll be working on that today and tomorrow. I had a good idea of what you refered to from allhill, but I could'nt put it together in my head like you just did here. You guys are great, and I like the way you guys do the photo shop thing, I never could figure that stuff out. I should be pulling late tomorrow afternoon, I'll keep you's posted. I probally won't be doing this much longer anyhow, our electric provider is putting the electric up in December, 37%, than again 27% in Feburary, and talkng about to more hike's in 2009, so I won't be able to pay the electric bill with two, 220 lines in the garage, darn, greedy world, anyhow, thank you again guys, you's are the best, Tony |
|
| Back to top |
|
|
ahillworks
Master
Joined: 18 Nov 2007
Posts: 308
Location: Orlando FL
|
| Posted: Sat Sep 13, 2008 11:03 am Post subject: |
|
|
| Thats What I Am talking about Trooper...... Now if you follow that to the T the webbing should stop. MINE DID really fast after following that. |
|
| Back to top |
|
|
|
|
You cannot post new topics in this forum
You cannot reply to topics in this forum
You cannot edit your posts in this forum
You cannot delete your posts in this forum
You cannot vote in polls in this forum
|
Powered by phpBB © 2001, 2005 phpBB Group
|